Beneficios:
|
|
»
|
Baja
inversión inicial |
|
|
»
|
Facilidad
de unión de materiales de poco espesor |
|
|
»
|
Flexibilidad
operacional |
La
mayor parte de procesos de soldadura se pueden separar en dos categorías:
soldadura por presión, que se realiza sin la aportación de otro material mediante
la aplicación de la presión suficiente y normalmente ayudada con calor, y
soldadura por fusión, realizada mediante la aplicación de calor a las superficies,
que se funden en la zona de contacto, con o sin aportación de otro metal.
En cuanto a la utilización de metal de aportación se distingue entre soldadura
ordinaria y soldadura autógena. Esta última se realiza sin añadir ningún material.
La soldadura ordinaria o de aleación se lleva a cabo añadiendo un metal de
aportación que se funde y adhiere a las piezas base, por lo que realmente
éstas no participan por fusión en la soldadura. Se distingue también entre
soldadura blanda y soldadura dura, según sea la temperatura de fusión del
metal de aportación empleado; la soldadura blanda utiliza metales de aportación
cuyo punto de fusión es inferior a los
PROCESOS
DE SOLDADURA CONVENCIONALES
Soldadura
con Gas (oxiacetileno)
Proceso
de soldadura por oxiacetileno (OAW)
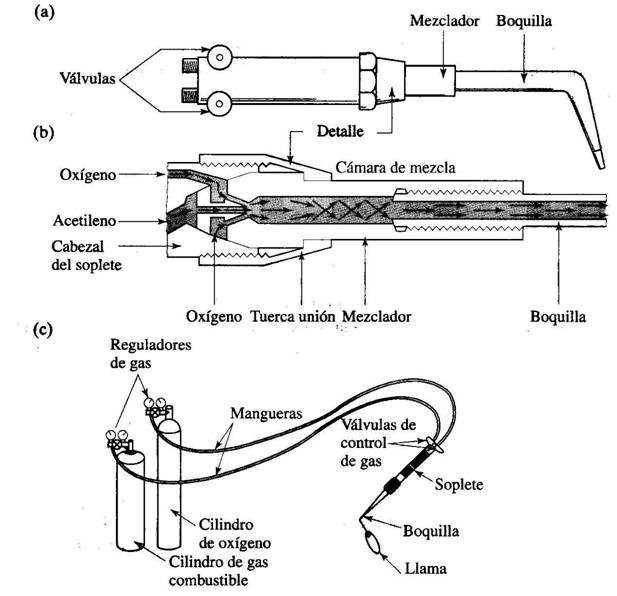
FIGURA
1: (a) Vista general y (b) sección longitudinal de un soplete para soldadura
con oxiacetileno. Se abre primero la válvula de acetileno; el gas se enciende
con un chispero o una llama piloto. A continuación Se ajusta la válvula del
oxígeno y se ajusta la llama. (c) Equipo básico para soldar con oxígeno y
combustible gaseoso. Para asegurar que las conexiones sean correctas, todas
las roscas para el acetileno son izquierdas, mientras que para el oxígeno
son derechas. En general, los reguladores de oxígeno se pintan de verde y
los de acetileno de rojo.
Generalidades
del proceso y definición de términos
1.-
GAS: Estado de la materia, donde las moléculas se encuentran separadas
unas de otras a una distancia mayor que en un sólido o un líquido. Los gases
tienen la característica de ocupar el volumen del recipiente que los contiene.
2.-
Combustible: Elemento o material que tiene la calidad de consumirse
durante la combustión. Los principales combustibles se presentan en los tres
estados de la materia. Ejemplos Líquidos: Gasolina, diesel, turbosina,
etc. Sólidos: Carbón, madera, papel, etc. Y los gaseosos: Acetileno,
propano, metano, butano, etc.
3.-
Comburente: Gas que aviva o acelera la combustión (reacción química)
los principales comburentes son: el aire formado por una mezcla de gases (Nitrógeno
78%, Oxigeno 21% y el restante 1% de gases nobles argón, Zenón, criptón, radón
y algunos otros). El segundo comburente es el oxigeno puro.
4.-
Combustión: Es una reacción entre una combustión que es consumido por
un comburente. Ejemplos de combustión se tiene la generación de una flama
domestica (de estufa), o bien cuando se consume una vela.
5.-
Flama de soldadura para oxigas: Elemento necesario e indispensable
para poder fundir los metales que se han de unir. Se generan por la reacción
química entre el combustible y comburente, comúnmente oxigeno y acetileno.
Aproximadamente la temperatura de la flama es de
De
los tipos anteriores la de mayor aplicación y la más recomendada para trabajo
de soldadura es la flama neutra o normal.
Equipo
para soldar con oxiacetileno.
Cilindros
de acetileno
El
cilindro de acetileno suele ser más corto y más ancho que el de oxígeno.
Reguladores
El
propósito o función principal de un regulador es reducir la presión muy alta
de un cilindro a una presión de trabajo más baja y segura y permitir una circulación
continua y uniforme del gas.
El
funcionamiento del regulador
El
gas a alta presión entra al cuerpo del regulador por una boquilla controlada
por una válvula y circula hacia adentro de la cámara en el regulador. La presión
en la cámara aumenta hasta que es lo bastante alta para vencer la fuerza del
resorte. Cuando la derecha y la válvula que está conectada con él, se cierra
y evita que entre más gas a la cámara.
DIFERENTES
FLAMAS Y SUS CARCTERISTICAS.
Una
de las características de la flama oxiacetilénica consiste en sus propiedades
químicas por lo que su acción sobre el metal fundido puede variar notablemente
Las
diferentes cacateristicas, se obtienen variando las proporciones relativas
de oxigeno y acetileno en la mezcla de gases que arde en la punta del soplete.
Las válvulas del soplete además de cerrar y abrir los gases, permiten
al operario el control de la graduación de la flama.
Para
hacer lo anterior, el operario debe estar familiarizado con la composición
del metal base en que va a trabajar y conocer bien las diferentes flamas,
características y modos de obtenerlas.
En
la punta del dado de la flama se tiene la región mas caliente (
Diversas
zonas caloríficas de la flama Oxiacetilénica
Si
el exceso de acetileno se reduce, las zonas reductoras desaparecen lentamente
y en un momento se confunde con el dado obteniendo así la flama neutra.

Si
continuamos reduciendo, las regiones de la flama se limitan a 2, el dado y
el penacho obteniendo así una flama oxidante. El dardo es puntiagudo y se
escucha un sonido de “siseo”, además se observa como si el dado se desprendiera
de la punta del soplete.

Soldadura
de Arco
En
esta soldadura la fuente de calor es un arco eléctrico entre pieza y electrodo
o entre dos electrodos.
Definiciones del proceso por arco Eléctrico
(SMAW)
Proceso
S.M.A.W. (electrodo Revestido)
El
proceso SMAW o mejor conocido como soldadura por electrodo revestido emplea
el paso de un arco eléctrico a través de un electrodo metálico y el material
a soldar. Este arco eléctrico produce el calor necesario para fundir el material
base y al aporte originándose la mezcla de ambos en estado liquido que al
solidificarse formarán el cordón de soldadura. Como todos los metales al calentarse
es más fácil que se oxiden por lo cual a este electrodo se le coloca un revestimiento
químico el cual dará propiedades específicas a la soldadura y formará una
nube protectora contra el medio ambiente. Al solidificarse el fundente este
protegerá al metal sólido de enfriamientos bruscos, así como contaminaciones
por absorción de gases.
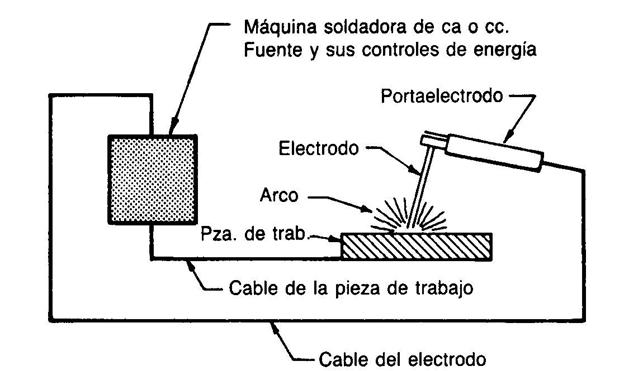
Fig. El circuito básico para soldadura con
arco.
En
el acelerado desarrollo tecnológico y la creciente aplicación industrial de
la soldadura en los últimos sesenta años, en especial a partir de la segunda
guerra mundial durante la cual recibió un impulso definitivo, dificulta la
definición clara y precisa del concepto de soldadura. Según
Soldadura
es la unión de piezas metálicas, con o sin material de aporte, utilizando
cualquiera de los procedimientos generales:
a)
Aplicando presión exclusivamente
b)
Calentando los materiales a una temperatura determinada con o sin aplicación
de presión.
|
FACTORES
PARA MANEJAR PROPIAMENTE EL PROCESO. - Diámetro
correcto del electrodo. |
Soldadura
con electrodo de carbón
La
mayoría de las soldaduras de arco se hacen ahora con electrodos metálicos.
En la soldadura de electrodo de carbón, el arco produce una temperatura más
alta que la llama de oxiacetileno y precisa metal de aporte. El proceso tiene
el defecto de no protegen al metal caliente de la atmósfera. Aunque hay una
variante de arco de carbón con gas que provee protección gaseosa.
Dada
la facilidad de control del arco, esta soldadura es útil para fundición de
hierro y cobre.
Soldadura
con electrodo de metal
En
teoría esta soldadura funde el electrodo y el metal original, suministrando
el aporte necesario y acelerando la soldadura
La
soldadura de arco con electrodos sin protección, consumibles, es dificultosa
porque los arco tienden a ser inestables, razón por la cual se utiliza poco.
Se
desarrollaron dos variantes de este proceso:
·
Soldadura con electrodo de tungsteno
·
Soldadura de arco de metal protegido
Soldadura
de arco de metal protegido
Los
electrodos revestidos consisten en un alambre de metal sobre el que se coloca
un revestimiento de componentes químicos que optimizan el proceso de soldadura:
Proveen una atmósfera protectora
Estabilizan el arco
Actúan como fundente para remover impurezas
Previenen la oxidación y retardan el enfriamiento
del metal fundido
Reduce la salpicadura
Agregan elementos de aleación
Afecta la forma de la moldura de la soldadura.
Los
electrodos con revestimiento pueden ser calificados según la resistencia a
la tracción de la soldadura, la posición de esta y el tipo de corriente y
polaridad y tipo de cobertura.
Todos
los electrodos van marcados con colores según normas internacionales.
Cuando
la cobertura es fundida y vaporizada se libera una atmósfera protectora de
gases que protege al metal caliente.
La
inclusión de hierro pulverizado en la cobertura de los electrodos acelera
el proceso de soldadura.
Las
fuentes de energía para la soldadura de arco esta constituida por un generador
(motor eléctrico o nafta) o un transformador y rectificador, estos últimas
son las mas usadas en los últimos tiempos.
Los
requisitos que deben cumplir estas fuentes son:
-
abastecimientos de grandes valores
-
uniformidad de tensión en caso de variación voltaica
Las
máquinas de corriente alterna tienen baja potencia y si se operan varias a
la vez deben conectarse a diferentes fases.
Las
de corriente continua son trifásicas
Soldadura
de arco de Tungsteno con gas (TIG)
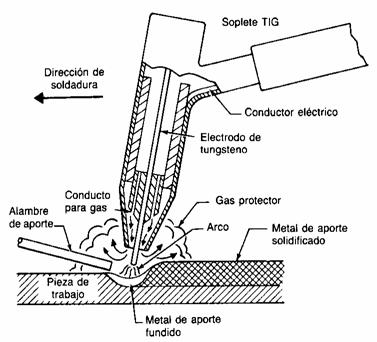
FIG.
Principios del proceso con gas y arco de tungsteno (GTAW). Si se requiere
metal de aporte, se alimenta al depósito desde una barra de aporte separada.
La
definición de
En
esencia, el electrodo de tungsteno no consumible es un soplete, un
dispositivo de calentamiento. Debajo de la cubierta de gas protector, los
metales que van a unirse pueden calentarse arriba de sus puntos de fusión
para que el material de una pieza se una con el de la otra pieza; cuando se
solidifica la zona fundida se produce la unificación. Además, puede utilizarse
presión cuando los cantos que se van a unir estén cerca de su estado de fusión
con objeto de ayudar a que se unan. Esta soldadura no requiere metal de aporte.
Si
la pieza de trabajo es demasiado gruesa para la simple fusión de los cantos
colindantes y si se requiere de uniones de ranura o refuerzos tales como filetes,
debe agregarse metal de aporte por medio de una barra de aporte alimentada
dentro del depósito fundido en forma manual o mecánica. Tanto la punta del
electrodo de tungsteno no consumible como la punta de la barra de aporte se
mantienen debajo de la cubierta de gas protector conforme avanza la soldadura.
En
la figura se ilustra el soplete para TIG. En la soldadura automática el alambre
de aporte es alimentado a lo largo de una guía dentro del depósito fundido.
Cuando van a colocarse uniones gruesas a mano, una variante en el modo de
alimentación es colocar o presionar la barra de aporte dentro o a lo largo
de la unión y fundirla junto con los bordes de ésta. Con el proceso TIG y
metal de aporte pueden soldarse todos los tipos estándar de uniones.
Los
materiales que pueden soldarse con el proceso TIG son casi todos los grados
de aceras al carbono, aleación e inoxidables; aluminio y magnesio y la mayor
parte de sus aleaciones; cobre y diversos latones y bronces; aleaciones de
diversos tipos para altas temperaturas; numerosas aleaciones de revestimiento
duro, y metales como titanio, zirconio, oro y plata. Este proceso está adaptado
en especial para soldar materiales delgados cuando hay requisitos estrictos
de calidad y acabado. Es uno de los pocos procesos adecuado para soldar objetos
diminutos y de pared delgada, como cajas de transistores, diafragmas de instrumentos
y fuelles de expansión delicados.
Soldadura
de arco de metal con gas (MIG)

FIG.
Principios del proceso de gas y arco metálico. Se alimenta un electrodo continuo
de alambre macizo al arco protegido por gas.
La soldadura con
gas y arco metálico, llamada MIG, utiliza un electrodo continuo
para el metal de aporte y para la protección, un suministro externo de gas
o mezcla de gas. El gas protector, helio, argón, dióxido de carbono o mezclas
de ellos, protege el metal fundido para que no reaccione con los componentes
de la atmósfera. Aun cuando la protección con gas es eficaz para proteger
el metal fundido de aire, se suelen emplear desoxidantes como aleaciones en
los electrodos. A veces, se aplican recubrimientos delgados en los electrodos
para estabilizar el arco u otros fines. También, pueden aplicarse películas
de lubricante para aumentar la eficiencia de la alimentación del electrodo
en equipo semiautomático. Pueden incluirse gases reactivos en las mezclas
para acondicionamiento del arco. En la figura 1-5 se ilustra el método con
el cual se suministran el gas protector y el electrodo continuo al arco de
soldadura.
La
soldadura MIG puede utilizarse con todos los metales comerciales importantes,
como los aceros al carbono, de aleación, inoxidables, el aluminio, magnesio,
cobre, hierro, titanio y zirconio. Es el proceso preferido para soldar aluminio,
magnesio, cobre y muchas de las aleaciones de metales reactivos. Casi todos
los tipos de hierro y acero pueden unirse con MIG, incluso el hierro libre
de carbono y los aceros al bajo carbono y baja aleación, los aceros de alta
resistencia enfriados por inmersión y templados, los hierros y aceros al cromo,
los aceros al alto níquel y algunos de los aceros llamados de superaleación.
Según sea el material, las técnicas y procedimientos para soldar pueden variar
mucho. Por tanto, el dióxido de carbono o las mezclas de argón y oxígeno son
adecuadas para proteger el arco cuando van a soldarse
aceras al bajo carbono y baja aleación; mientras que el gas inerte puro puede
ser esencial al soldar aceros de alta aleación. Con este proceso, el cobre,
muchas de sus aleaciones y los aceros inoxidables se sueldan con éxito.
La
soldadura es semiautomática con una pistola manual, en la cual se alimenta
el electrodo en forma automática, o puede utilizarse equipo automático. Las
pistolas o cabezas para soldar son similares a las utilizadas para la soldadura
con núcleo de fundente y gas protector.
Soldadura
con Hidrogeno atómico.
Se
mantiene un arco de corriente alterna entre dos electrodos de tungsteno. El
gas de hidrogeno es disociado en el arco, cuando este se pone en contacto
con la base de metal se combina, abandonando importantes cantidades de calor.
El
gas hidrogeno alrededor de la soldadura provee la protección contra el oxigeno
y Nitrógeno de la atmósfera.
Esta
soldadura es de alta calidad y es usada para aceros de alta aleación, usándose
también para materiales muy delgados.
Esta
fue desplazada por soldadura de gas.
Soldadura
de arco sumergida.
En
esta soldadura el arco voltaico es mantenido debajo de un fundente granular.
Puede usar corriente CA o CC.
El
fundente provee completa protección del metal fundido y, por lo tanto, se
obtienen soldaduras de alta calidad.
Como
procedimiento básico el cabezal soldador se traslada a lo largo de la pieza
automáticamente obteniéndose grandes velocidades de soldadura y por ende siendo
posible soldar gruesas planchas y grandes volúmenes.
Se
la utiliza para construcción de barcos o tubos de acero de grandes diámetro
o de tanques.
Una
variante de esta es el arco sumergido manual, en donde un cañón o embudo contiene
el fundente, es sostenido y movido manualmente.
Soldadura
de flujo magnético
Es
una modificación de arco sumergido en donde se utiliza un fundente magnetizado
por el campo eléctrico del electrodo de alambre originado por la corriente
que fluye por el alambre. Tiene un control de cantidad de fundente mas preciso
y virtualmente no hay fundente sin usar.
Soldadura
con perno
Es
un proceso de soldadura de arco donde la coalescencia es producida estableciendo
un aro entre un perno metálico y la pieza, hasta que se produce la temperatura
suficiente, y luego presionando el perno contra la pieza con suficiente presión
para completar la unión. Se hace generalmente sin protección atmosférica.
La
terminación del perno se ahueca y el hueco se rellena con fundente de soldar.
El
operador tiene que colocar el perno y el casquillo de sujeción en la pistola,
coloca la pistola en posición sobre la pieza y aprieta el gatillo. El ciclo
es automático.
Tipos
de soldadura de fusión y uniones
Hay
4 tipos básicos de soldadura de fusión:
·
de pestaña : para hojas delgadas,
reparación de superficies o aplicación de materiales de consistencia dura
·
de ranura: para obtener resistencia
en todo el espesor en materiales gruesos.
·
de filete: uniones en T, solapa
y esquinas. Puede ser continua o intermitente.
·
tipo espiga : para vincular
una pieza encima de otra evitando el uso de remaches o tornillos
Soldadura
con Resistencia
La
soldadura de resistencia es producida por el calor obtenido de la resistencia
de la pieza de trabajo a temperaturas más bajas.
No
hay fusión del metal, ya que la presión ejercida produce un forjado resultando
de grano más fino la soldadura. La temperatura se obtiene en fracción de segundo
por ende es muy rápida y económica y apropiada para la producción en masa.
El
calor se obtiene por el pasaje de corriente eléctrica a través de la pieza
a soldar, usa corriente alterna.
En
este tipo de soldadura el control de la presión es de suma importancia dado
que un exceso de presión hace que el material fundido salte de las superficies
de empalme, y la baja presión provoca quemadura de las superficies y picadura
de los electrodos.
La
corriente generalmente se obtiene de un transformador reductor.
Soldadura
de punto
La
soldadura de punto es el tipo más simple y más usada de la soldadura de resistencia.
Se
conecta y desconecta la corriente por medios automáticos y semiautomáticos.
Esto produce una pepita de metal unido con muy poca o ninguna fusión y sin
que salte el material.
Máquinas
de soldadura
Con brazo oscilante :
el electrodo inferior esta quieto y se mueve el superior, oscila alrededor
de un pivote
de presión: electrodo
superior comandado por cilindro neumático; para trabajos pesados o de alta
producción; gran variedad de tamaños de máquinas.
portátil: transportable,
usa una pistola conectada a la fuente de energía. La pistola puede uno de
sus electrodos para dar la presión necesaria. Muy utilizada en la industria
por su alta velocidad de producción
Tienen
una variedad muy grande, casi todos los materiales dúctiles y aleaciones pueden
ser soldados a punto, como ser chapa dulce (el más común), fundiciones, aluminio(altas
corrientes, intervalo corto, baja presión), magnesio (limpieza superficial),
cobre (es difícil), plata (difícil por su conductibilidad)
El
límite practico del espesor es de 1/8 pulgadas si cada pieza tiene el mismo
espesor. Se ha logrado hasta ½ pulgada de planchas de acera satisfactoriamente.
Soldadura
de costura
Consiste
en una serie de soldaduras de punto sobrepuestas, que de este modo forman
una soldadura continua.
Constituida
por dos discos que giran, cuando el material pasa por estos electrodos se
conecta y desconecta corriente de soldadura, de modo que forma soldaduras
elípticas individuales que se superponen formando una hilera. La duración
debe ser regulada de manera que las piezas no se calienten demasiado y por
ello se usa enfriamiento externo.
Se
usa la soldadura de costura para tanques herméticos, de gasolina, silenciadores
de automóvil, etc.
Para
formas especiales se pueden usar electrodos recortados.
Tiene
un alto nivel de producción.
Soldadura
de saliente
Para
hacer una soldadura de saliente se estampan en relieve hoyuelos, estos se
colocan luego entre electrodos planos, se aplican corriente y presión, y como
casi toda la resistencia del circuito está en los hoyuelos se concentra calor
y se produce la soldadura.
Esta
limitado por las dimensiones de la máquina.
Soldadura
por chispas
Es
un proceso de soldadura de resistencia donde la unión se produce simultáneamente
por medio de calor obtenido de la corriente eléctrica entre las superficies
y se completa por presión después del calentamiento.
Los
equipos necesarios son costosos y de gran tamaño, pero pueden obtenerse muy
buenas soldaduras a un alto ritmo de producción.
Se
utiliza en caños, accesorios tubulares, ventanas metálicas.
Soldadura
por recalcado
Se
aplica continuamente una presión después que se aplica la corriente de soldadura.
Como resultado de esto, la soldadura se produce a menor temperatura.
Las
superficies deben estar limpias y adecuadamente preparadas para calentamiento
uniforme y soldaduras fuertes.
Se
usa para caños y tubos.
Soldadura
por percusión
Se
aplica una potencia de alta tensión sobre las piezas para luego chocar las
partes con gran fuerza, produciéndose una descarga eléctrica muy grande que
suelda los dos extremos.
Características:
·
Deben soldarse 2 piezas distintas
de metal (no sirve en una misma pieza)
·
puede aplicarse a metales diferentes
·
se aplica alambres, varillas,
y tubos
·
Es un método muy rápido
·
El equipo es semiautomático
·
No precisa material de aporte
·
Alto costo del equipo
·
Mantenimiento especial
· En algunos materiales se debe preparar la superficie